Услуги автофретирования или самоскрепления
Технологическая операция, необходимая для повышения долговечности сосудов и деталей, работающих под внутренним давлением в условиях циклических нагрузок — на специальной насосной установке в практически полностью готовой детали создается внутреннее гидравлическое давления, значительно превышающего рабочее давление. При этом происходит деформация стенок трубы, причем внутренние слои получают остаточную деформацию, а наружные – упругую. После сброса давления внутренние слои металла остаются в сжатом состоянии и «не дают» внешним слоям возвратиться в исходное состояние, вследствие чего каждый бесконечно тонкий слой, лежащий дальше от внутренней поверхности, сжимает соседний с ней внутренний слой. В результате обычно самые напряженные внутренние слои металла при рабочем давлении сначала «выбирают» напряжения сжатия, а только затем начинают испытывать растяжение, что позволяет снизить амплитудное значение напряжений и повысить циклическую прочность. В России процесс часто называют автоскреплением.



Технологическая операция, необходимая для повышения долговечности сосудов и деталей, работающих под внутренним давлением в условиях циклических нагрузок — на специальной насосной установке в практически полностью готовой детали создается внутреннее гидравлическое давления, значительно превышающего рабочее давление. При этом происходит деформация стенок трубы, причем внутренние слои получают остаточную деформацию, а наружные – упругую. После сброса давления внутренние слои металла остаются в сжатом состоянии и «не дают» внешним слоям возвратиться в исходное состояние, вследствие чего каждый бесконечно тонкий слой, лежащий дальше от внутренней поверхности, сжимает соседний с ней внутренний слой. В результате обычно самые напряженные внутренние слои металла при рабочем давлении сначала «выбирают» напряжения сжатия, а только затем начинают испытывать растяжение, что позволяет снизить амплитудное значение напряжений и повысить циклическую прочность. В России процесс часто называют автоскреплением.
Целью автофретирования является повышение несущей способности конечного продукта к давлению и особенно под внутреним давлением в условиях цеклических нагрузок. Индуцирование остаточных сжимающих напряжений в материалах может также повысить их сопротивление коррозионному растрескиванию под напряжением, то есть растрескивание без механического воздействия, которое возникает, когда материал помещается в коррозионную среду при наличии растягивающего напряжения. Этот метод широко используется при производстве цилиндров насосов высокого давления, стволов военных кораблей и орудий, а также системы впрыска топлива для дизельных двигателей . Благодаря процессу упрочнения также увеличивается срок службы изделия. Хотя автофретирование вызывает некоторое упрочнение, это не основной механизм упрочнения.
{kind=link}
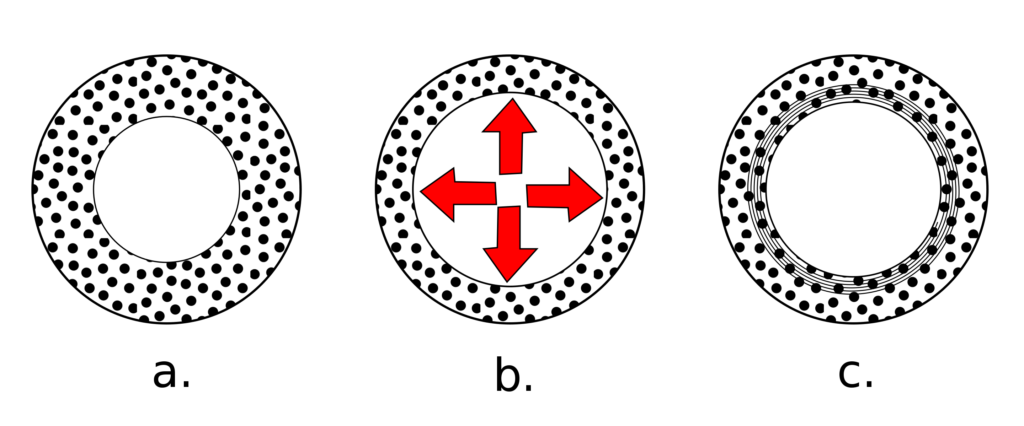
Труба (a) подвергается внутреннему давлению, превышающему ее предел текучести (b), после сброса давления внутренний слой металла остаётся под сжатием (c).
Труба подвергается внутреннему давлению достаточной величины, чтобы увеличить отверстие, и при этом внутренние слои металла растягиваются при растяжении выше их предела текучести. Это означает, что внутренние слои были растянуты до такой степени, что сталь больше не может вернуться к своей первоначальной форме после снятия внутреннего давления. Хотя внешние слои трубы также растягиваются, степень внутреннего давления, прикладываемого во время процесса, такова, что они не растягиваются сверх своего предела текучести. Причина, по которой это возможно, заключается в неравномерности распределения напряжений по стенкам трубы. Максимальное его значение приходится на металл, прилегающий к источнику давления, затем уменьшается по направлению к наружным слоям трубы. Деформация пропорциональна напряжению, приложенному в пределах предела текучести, поэтому расширение во внешних слоях меньше, чем в отверстии. Поскольку внешние слои остаются эластичными, они пытаются вернуться к своей первоначальной форме, однако им полностью не позволяют сделать это новые постоянно растянутые внутренние слои. Эффект заключается в том, что внутренние слои металла сжимаются внешними слоями почти так же, как если бы внешний слой металла был сжат, но внешним слоямм полностью препятствуют это делать новые постоянно растянутые внутренние слои. Это можно лучше понять, приняв толстостенную трубу за многослойную. Конечным результатом является внутренняя поверхность с остаточным сжимающим напряжением, способным уравновесить растягивающее напряжение, возникающее при дальнейшем использовании. При циклическом нагружении срок службы значительно увеличится. Кроме того, материал обладает более высокой прочностью на растяжение за счет деформационного упрочнения.